Skip to content
Skip to content What Is Solid (Full) CBN Inserts
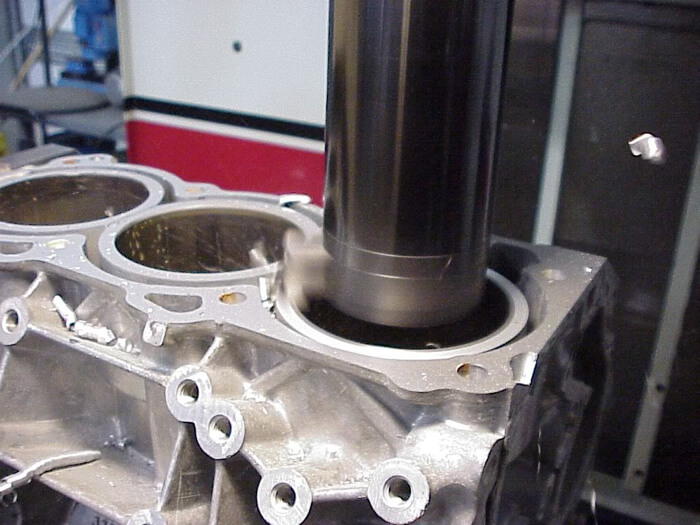
Solid CBN inserts for hard turning
CBN or PCBN stands for cubic boron nitride, which is formed from hexagonal boron nitride under high temperature and pressure. It is a super-hard material that is second only to diamond in terms of hardness. CBN cutting tools are widely used for the continuous cutting of high-hardness and hard-to-machine materials. Our full and solid CBN inserts work perfectly with the process of “turning replaced by grinding”, which improves the processing quality and efficiency of hard workpiece materials.
What Are Solid CBN Inserts Used For
Solid CBN inserts have a great advantage in processing all ferrous materials, making them the first choice for hard turning of the following materials:
Cast Iron ( Gray Iron, Ductile Iron, Chilled Cast Iron, High Chromium Cast Iron, Alloy Wear-resistant Cast Iron, etc.)
Hard Steel (Harden Steel, Bearing Steel, Die Steel, High Mn Steel, Hig-speed Steel, etc.)
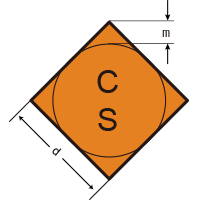
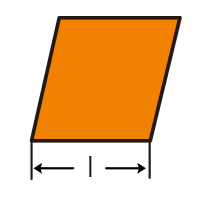
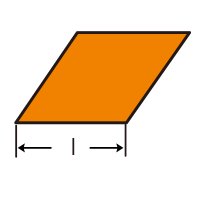
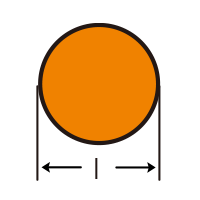
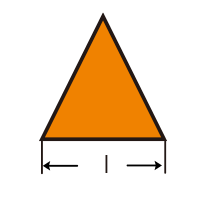
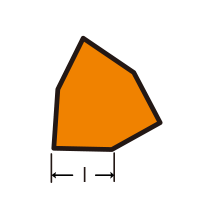
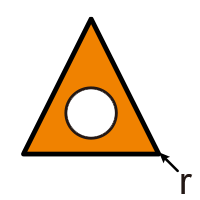
ISO code of solid CBN inserts
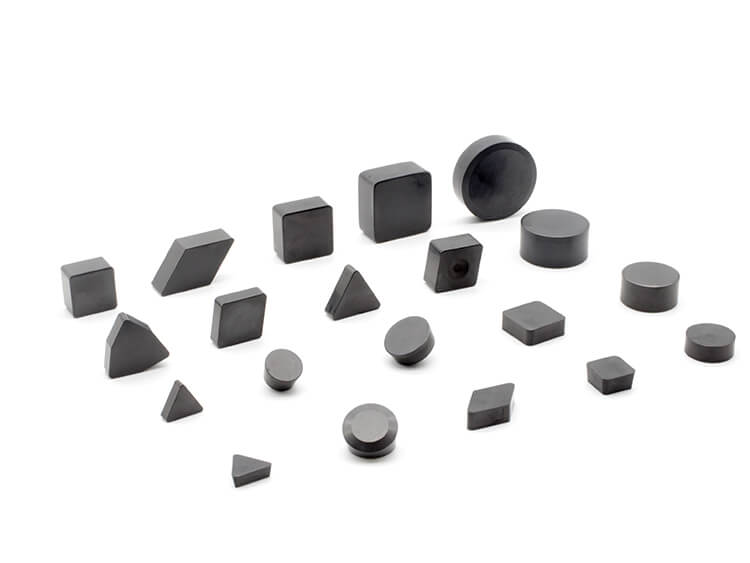
The most typical full CBN inserts for hard turning
Connect with the Sundi Tools Sales Team
Why Us
Who we are
The Advantages of Our PCBN Inserts
-
Cost Reduction
50-70% cost saving compared with carbide inserts, available for repeated grinding, and a higher utilization ratio
-
Great Performance
The first choice for rough, half, and finish turning with continuous, and intermittent processin
-
Excellent Surface Finish
Our solid CBN inserts can turn the workpiece instead of grinding, the surface roughness can reach Ra0.4
-
High Machining Efficiency
Because of its stable physical properties, the efficiency of PCBN for hard turning is 5-10 times of carbide and ceramic inserts.
CBN grade and recommend application
| Grade | CBN V% | Ave particle size (μm) | Binder | Hardness(Hv) | Finish/Rough | Continuous/Intermittent processing | Suggest Handling Material | Working material Hardness |
|---|---|---|---|---|---|---|---|---|
| SBN637 | 85-90 | 12 | Al-TiN | 3300-3600 | Finish/Rough | Continuous processing | HSS, cast iron, hardened steel and other difficult processing materials. | HRC45-68 |
| SBN500 | 85-90 | 6-12 | Al-TiN | 3400-3700 | Semifinishing | Continuous processing | HSS, cast iron, hardened steel and other difficult processing materials. | HRC55-68 |
| SBN680 | 85-90 | 17-20 | Al-TiN | 3300-3500 | Rough/ Semifinishing | Both | Gray Cast iron,ductile cast iron, high hard alloy cast iron, high nickel chromium , high cromium cst iron, high manganese steel | HRC45-62 |
| SBN630B | 80-85 | 20-25 | Al-TiN | 3300-3500 | Rough | Intermittent processing | Gray Cast iron,ductile cast iron, high hard alloy cast iron, high nickel chromium , high cromium cst iron, high manganese steel | ≦ HRC60 |
| SBN2080 | 90-95 | 4 | Al-Co | 3500-3700 | Finish | Continuous/ light Intermittent | Gray Cast iron, ductile cast iron, pearlitic cast iron, Ferritic cast iron | ≦ HRC60 |
User Case and Application of Solid (Full) CBN Inserts
Solid CBN inserts For Roller

1.1 x
1.4 x
-
Roller
working application
-
High Speed Steel
working material
-
HSD80-85
Roller hardness
-
Finish Machining
Application
-
Excircle& Slot
Machine Area
-
RC0604-V
inserts selection
Full PCBN inserts For Gear

5.7 x
1.2 x
-
driven gear
working application
-
20CrMnTiH
working material
-
HRC 58-62
Roller hardness
-
Finish Machining
Application
-
Excircle& End face
Machine Area
-
DN 1204
inserts selection
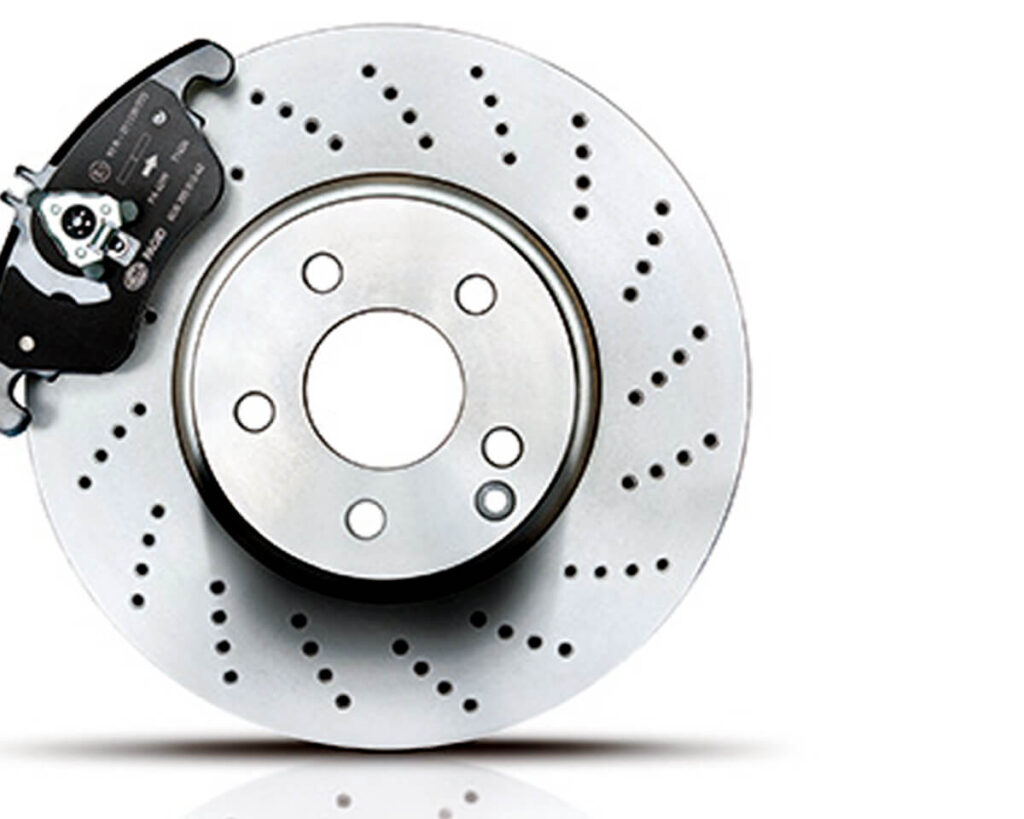
Solid CBN inserts For brake disc
3.3 x
1.3 x
-
brake disc
working application
-
hardness steel
working material
-
HB 190
Roller hardness
-
Finish Machining
Application
-
Excircle& End face
Machine Area
-
CNGX 120712
inserts selection
Connect Us Now
trouble shooting list
Sometimes, we are encountering the problems when using the solid inserts, the following are the typical situations that you may face
- 1
Choose the appropriate grade of solid CBN material based on the type of material being processed
- 2
Before use, ensure that the full CBN insert is installed correctly and is compressed in a close-fitting manner to avoid damage caused by unstable pressing and improper positioning.
- 3
When reversing the inserts, ensure that the cutting grooves are clean and that the inserts are properly fitted onto the tool body.
- 4
Check for any deformation or damage to the grooves, gasket, and pressing plate.
- 5
Chamfer the workpiece without CBN inserts before processing.
- 6
Pay attention to the condition of the cutting fluid during hard processing. If any abnormalities are noticed, stop and inspect immediately to avoid unnecessary damage.
- 7
Leave some space for the final processing using other types of tools.
- 8
The machine used for the process should have good rigidity, minimal vibration, and low transmission amplitude.