In der Zerspanung sind Schaftfräser sehr beliebt, weil sie so vielseitig und nützlich sind, dass sie das am häufigsten verwendete Schneidwerkzeug sind. Für viele Neulinge in der Zerspanung sind sie oft das erste Werkzeug, das sie ausprobieren. Es gibt so viele verschiedene Arten von Schaftfräsern, dass wir uns in diesem Artikel mit den Grundlagen und einigen Tipps für die Auswahl des besten Werkzeugs beschäftigen. Dies wird Ihnen helfen, den kostengünstigsten und effizientesten Schaftfräser für Ihre Bedürfnisse auszuwählen, egal ob Sie ihn kaufen oder benutzen!
Inhalt
Was sind Fräswerkzeuge?
Schaftfräser werden bei der maschinellen Bearbeitung eingesetzt, wobei sie sich drehen, um Material von der Oberfläche eines Werkstücks zu entfernen. So lassen sich die gewünschten Formen, Konturen und Oberflächen erzeugen. Man findet sie hauptsächlich auf Fräsmaschinen und Bearbeitungszentren. Vollhartmetallfräser werden normalerweise aus HSS oder Hartmetall hergestellt. Aber je nach Ihrem Budget können Sie sich auch für Schneidplatten wie PKD oder CBN entscheiden, wenn Sie eine bessere Haltbarkeit wünschen. Schaftfräser sind also ziemlich vielseitig und schneiden alle Arten von Materialien - Metalle, Holz, Verbundwerkstoffe, Kunststoffe, was auch immer. Sie eignen sich perfekt für Branchen wie Automobilbau, Luft- und Raumfahrt, Formenbau, neue Energien und sogar das Gesundheitswesen.
Arten von Fräswerkzeugen
Es gibt verschiedene Arten von Fräsern, die jeweils für unterschiedliche Anwendungen und Leistungsstufen ausgelegt sind. Die Wahl des richtigen Fräsers für Ihre spezifischen Anforderungen ist entscheidend. Nachstehend finden Sie einige gängige Arten von Fräsern. Anhand der Tabelle können Sie sich schnell einen Überblick verschaffen.
Kategorie
Typ
Anmeldung
END Mühle
Vierkant-Schaftfräser
Sie eignen sich perfekt für Arbeiten wie Nutenfräsen, Kantenfräsen und Konturfräsen, vor allem wenn es darum geht, rechtwinklige Kanten und Nuten mit flachem Boden herzustellen.
Schaftfräser mit Kugelkopf
Sie sind ideal für die hochpräzise Bearbeitung von glatten, gekrümmten Oberflächen, 3D-Profilen und komplexen Konturen.
Walzenstirnfräser
Perfekt für die Bearbeitung abgerundeter Kanten, zur Verringerung von Abplatzungen und ideal für Übergangsbereiche.
Schaftfräser abrunden
Hervorragend geeignet zum Abrunden und Anfasen von Außenkanten, Entgraten und zur Verbesserung des Aussehens und der Sicherheit von Werkstückkanten.
Freischneidende Schaftfräser
Für die Bearbeitung von Hinterschneidungen, Nuten, Überhängen oder komplexen Teilen mit schwer zugänglichen Geometrien.
Mikro-Schaftfräser
Ideal für die Mikrobearbeitung, elektronische Bauteile, medizinische Geräte und die Herstellung von Mikroformen.
Gesicht Mühlen
Planfräser
Perfekt für großflächiges Flachfräsen, das sowohl eine effiziente Schruppbearbeitung als auch eine hochpräzise Oberflächenbearbeitung ermöglicht.
Schlitzfräser
T-Nut-Fräser
Ideal für die Bearbeitung von T-Nuten, die für die Befestigung von Vorrichtungen oder die Installation und Positionierung von Gleitmechanismen verwendet werden.
Sägeblätter
Ideal für die hochpräzise Bearbeitung von tiefen, schmalen Schlitzen oder zum Trennen dünner Werkstücke.
Spezialisierte Fräser
Schwalbenschwanzfräser
Für die Bearbeitung von schwalbenschwanzförmigen Dreiecksnuten auf Werkstücken.
Gewindefräser
Ideal für die Bearbeitung von Innen- und Außengewinden.
Konkave und konvexe Fräswerkzeuge
Ideal für die Bearbeitung von konkav oder konvex gekrümmten Profilen an Werkstücken, die häufig in der Formen- und Dekorationsbearbeitung eingesetzt werden.
Walzenfräser
Hauptsächlich zum großflächigen Flachfräsen oder zur Präzisionsprofilbearbeitung eingesetzt.
Schauen wir uns nun die einzelnen Fräserarten im Detail an.
1. Schaftfräser
Der Schaftfräser, der am weitesten verbreitete Typ, hat sowohl an der Spitze als auch an den Seiten Schneiden, so dass er in jede Richtung schneiden kann.
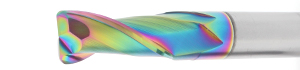
1.1 Vierkantfräser
Vierkantfräser werden auch als Flachfräser bezeichnet und haben eine flache Spitze und einen Schneidenwinkel von 90°. Wenn Sie mit Aufgaben wie Schlitzen, Taschenfräsen oder Profilieren zu tun haben, sind diese Werkzeuge eine gute Wahl.
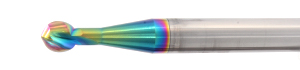
1.2 Kugelkopffräser
Er wird auch als Kugelfräser bezeichnet und hat eine halbkugelförmige Spitze. Seine abgerundeten Schneidkanten eignen sich perfekt für Anwendungen, die glatte, gekrümmte Oberflächen oder 3D-Konturen erfordern.
1.3 Walzenstirnfräser
Sie werden auch als Eckradiusfräser bezeichnet und ähneln den Vierkantfräsern, haben aber eine abgerundete Schneide anstelle eines scharfen 90°-Winkels. Dieses Design verlängert die Lebensdauer des Werkzeugs und verhindert Ausbrüche, wodurch sie sich perfekt für die Bearbeitung abgerundeter Kanten eignen.
1.4 Schaftfräser zum Abrunden
Mit einem spezifischen Radius an der Schneide sind sie speziell für die Bearbeitung von abgerundeten Ecken konzipiert. Sie eignen sich perfekt zum Anfasen der Kanten von Teilen mit abgerundeter Oberfläche.
1.5 Freischneidende Schaftfräser
Die Spitze ist kugelförmig, ähnlich wie ein Lutscher, weshalb sie auch Lutscherfräser genannt werden. Sie werden hauptsächlich für die Bearbeitung von schwer zugänglichen Stellen und Teilen mit hinterschnittenen Strukturen verwendet, wie z. B. im Formenbau.
1.6 Mikro-Schaftfräser
Mikrofräser sind ultrakleine Werkzeuge, in der Regel mit Durchmessern unter 4 mm, manchmal sogar unter 1 mm. Diese kleinen Kerlchen werden häufig in Branchen eingesetzt, in denen es auf Präzision und Detailgenauigkeit ankommt, z. B. in der Elektronik und bei Kleinstteilen. Und ja, sogar Zahnärzte verwenden Mikrofräser, um Ihre Zähne zu "reparieren", wenn sie in Schwierigkeiten sind!
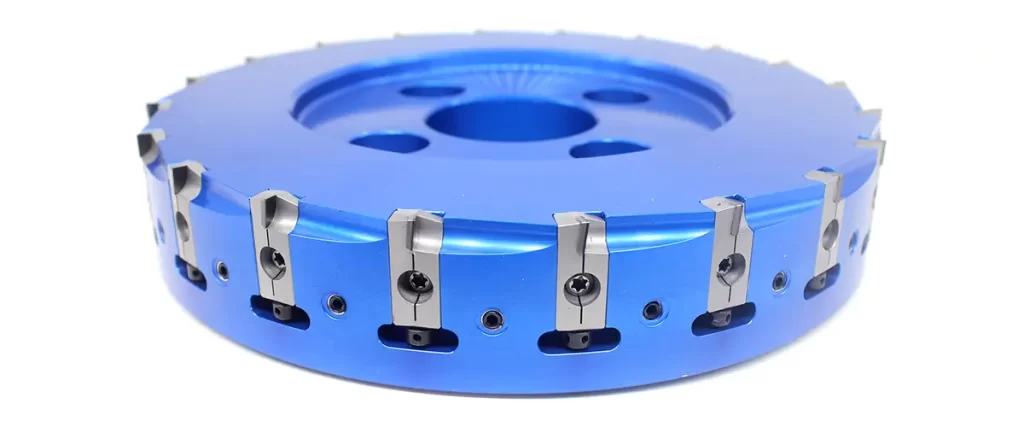
2. Walzenstühle
Es gibt zwei Arten: Einstellbares PKD-Planfräsen und Schweiß-PKD-Planfräsen. Mit ihren Köpfen mit großem Durchmesser können diese Werkzeuge einen größeren Schnittbereich abdecken, was die Effizienz erhöht. Die austauschbaren Wendeschneidplatten ermöglichen sowohl einen schnellen Materialabtrag beim Schruppen als auch eine hochpräzise Schlichtbearbeitung und tragen so zur Kostensenkung bei.
3. Schlitzfräser
Schlitzfräser sind Fräswerkzeuge, die zum Schneiden von Schlitzen oder schmalen Nuten bestimmt sind.
3.1 T-Nut-Fräser
Die Zähne stehen rechtwinklig zum Außendurchmesser, und die Schneide bildet eine "T"-Form. Der Kopf ist breiter, wodurch er sich perfekt für die Bearbeitung von T-Nuten eignet. Diese werden häufig verwendet, um Montage- und Gleitpositionen für Vorrichtungen oder Befestigungsmittel zu schaffen.
3.2 Sägeblätter
Die Klingen sind dünner und für die Bearbeitung von schmalen Nuten oder Schlitzen mit einer Tiefe, die größer ist als die Dicke der Klinge, konzipiert.
4. Spezialisierte Schneidegeräte
Es handelt sich dabei um nicht standardisierte Schaftfräser, die speziell für bestimmte Bearbeitungsaufgaben entwickelt und optimiert wurden, um einzigartige Bearbeitungsprobleme bei bestimmten Werkstücken zu lösen.
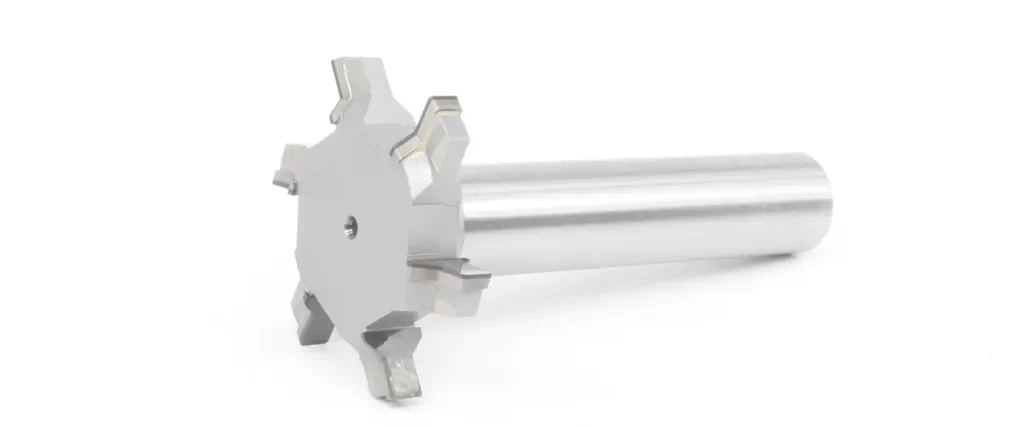
4.1 Schwalbenschwanzfräser
Ein Formfräser mit breiter Spitze und trapezförmiger Schneide, der speziell für die Bearbeitung von Schwalbenschwanznuten entwickelt wurde. Er kann Schwalbenschwanzstrukturen mit trapezförmigem Querschnitt fräsen, die häufig bei der Bearbeitung von gleitenden Bauteilen oder festen Verbindungen verwendet werden.
4.2 Gewindefräser
Dies ist ein Schaftfräser, der speziell für die Bearbeitung von Innen- oder Außengewinden entwickelt wurde. Im Gegensatz zum herkömmlichen Gewindeschneiden mit Gewindebohrer werden die Gewinde mit einem Fräsverfahren geschnitten, das eine bessere Stabilität und mehr Funktionalität bietet.
4.3 Konkav- und Konvexfräser
Eine Art Formfräser, der speziell für die Bearbeitung von gekrümmten Profilen auf der Oberfläche eines Werkstücks konzipiert ist.
4.4 Zylindrischer Fräsapparat
Die Schneidkanten sind entlang des äußeren Umfangs eines zylindrischen Körpers verteilt, wodurch er sich ideal zum Fräsen von flachen Oberflächen oder großen Bereichen eines Werkstücks eignet.
Materialoptionen für Fräswerkzeuge
Die Wahl des Fräsermaterials wirkt sich direkt auf die Bearbeitungsleistung und die Lebensdauer des Werkzeugs aus. Je nach Struktur werden sie in Vollmaterial (wie HSS, Hartmetall usw.) und Schneidplatten (wie PKD, CBN usw.) unterteilt. Durch die Auswahl des richtigen Materials und der richtigen Struktur können Sie die Bearbeitungseffizienz und die Produktqualität verbessern.
1. Vollmaterialfräser
1.1 HSS-Fräser
Schnellarbeitsstahl (HSS) ist eine Legierung, die Wolfram, Molybdän und Chrom enthält. Das macht das Werkzeug sehr widerstandsfähig, sodass HSS-Schaftfräser nicht so leicht ausbrechen. Aber das Problem ist, dass es bei über 600 °C seine Härte verliert. Es ist also wirklich gut für mittlere bis niedrige Schnittgeschwindigkeiten geeignet. Und ja, Sie müssen Kühlmittel verwenden, um die Dinge beim Schneiden stabil zu halten. Einer der Vorteile ist, dass HSS eine mittlere Härte hat, was bedeutet, dass es leicht nachzuschärfen ist, wenn es stumpf wird. Es ist nicht so präzise wie Hartmetall, aber es ist billiger. Wenn Sie also mit niedrigen Schnittgeschwindigkeiten arbeiten, ist es eine solide und kostengünstige Wahl.
1.2 Hartmetallfräser
Sinterkarbid (Hartlegierung) wird durch Sintern harter Partikel wie Wolframkarbid (WC) mit einem Bindemittel, in der Regel Kobalt (Co), durch Pulvermetallurgie hergestellt. Es ist viel härter und verschleißfester als HSS-Werkzeuge. Und selbst bei 1000 °C bleibt es beständig, was es für die Hochgeschwindigkeitsbearbeitung ideal macht. Der Nachteil ist jedoch, dass Hartmetall spröder ist als HSS und daher leichter bricht. Trotzdem haben Schaftfräser aus Hartmetall eine längere Lebensdauer und eine höhere Präzision, wodurch sie sich perfekt für die Bearbeitung harter Materialien wie Gusseisen und Nichteisenmetalle eignen.
1.3 Beschichteter Hartmetallfräser
Beschichtete Hartmetallfräser sind Werkzeuge mit einer oder mehreren verschleißfesten Beschichtungen (wie TiN, TiAlN oder AlTiN) auf dem Hartmetallsubstrat. Diese Beschichtungen tragen dazu bei, die Reibung zwischen dem Werkzeug und dem Werkstück zu verringern, was den Werkzeugverschleiß senkt. Die Beschichtungen sind außerdem hochtemperaturbeständig, so dass das Werkzeug auch unter Hochgeschwindigkeits- oder Trockenschnittbedingungen seine Leistung beibehält. Darüber hinaus ist das Beschichtungsmaterial widerstandsfähiger gegen chemische Reaktionen mit dem Werkstück, wodurch Probleme wie Werkzeuganhaftung oder Oxidation bei der Bearbeitung von Materialien wie Edelstahl oder hitzebeständigen Legierungen vermieden werden. Infolgedessen halten beschichtete Werkzeuge 2-10 Mal länger als unbeschichtete und bieten eine viel bessere wirtschaftliche Effizienz.
2. Bestückte Fräswerkzeuge
2.1 PKD-Fräser
PCD, oder polykristalliner Diamant, wird durch das Zusammensintern winziger Diamantkörner hergestellt. Ziemlich cool, oder? Er ist 80- bis 120-mal härter als normale legierte Werkzeuge. Deshalb hält er besonders lange, wenn du mit harten Materialien wie Keramik, Graphit, Glasfaser und sogar Kohlefaserverbundwerkstoffen arbeitest. Und weil es so korrosionsbeständig ist, funktioniert es auch sehr gut mit klebrigen Materialien wie Aluminium- oder Kupferlegierungen - kein Verstopfen mehr! Aber es gibt einen Haken. Ab einer Temperatur von etwa 700 °C verliert PKD seine Härte. Und ja, wenn die Temperatur hoch genug ist, kann es sogar mit dem Kohlenstoff im Stahl reagieren, was ein Problem darstellt. Im Grunde ist es also nicht die beste Wahl für Hochtemperaturarbeiten oder die Bearbeitung von Eisenwerkstoffen wie Stahl.
2.2 CBN-Fräser
CBN-Fräser ist ein Werkzeug mit einer Schneide, die aus Kubisches Bornitrid (CBN). CBN ist nach Diamant das zweithärteste Material und weist bei der Bearbeitung von Eisenwerkstoffen wie Stahl und Gusseisen eine außergewöhnliche chemische Inertheit auf. Im Gegensatz zu Diamant reagiert CBN nicht chemisch mit eisenhaltigen Werkstoffen und ist daher die beste Wahl für die Bearbeitung von Stahl. Auf der anderen Seite ist die Schneidkante von CBN aufgrund seiner Härte nicht so scharf, so dass es sich nicht für die Bearbeitung von Nichteisenmetallen wie Aluminium und Kupfer eignet. Aufgrund der ausgezeichneten Wärmeleitfähigkeit dieser Metalle bleibt der Schneidbereich während der Bearbeitung kühler, was bedeutet, dass die hohe Hitzebeständigkeit von CBN-Fräsern unter diesen Bedingungen nicht wirklich zur Geltung kommt und ihre Leistungsvorteile einschränkt.
3.3 Hartmetallbestückte Fräser
Ein Hartmetallfräser ist ein Werkzeug, bei dem der Schneidkopf aus Hartmetall besteht, während der Schaft normalerweise aus billigerem Stahl gefertigt ist. Diese Konstruktion bietet ein ausgewogenes Verhältnis zwischen Leistung und Kosten, indem sie die hohe Härte des Hartmetalls mit der Zähigkeit des Stahls kombiniert. Für Standardbearbeitungsumgebungen ist es die kostengünstigste Wahl für Fräsarbeiten und bietet ein gutes Preis-Leistungs-Verhältnis.
Die Wahl des richtigen Fräsers
Oben haben wir die verschiedenen Arten und Materialstrukturen von Fräsern vorgestellt. Wenn Sie sich über die Eigenschaften der einzelnen Typen noch nicht im Klaren sind, können Sie schnell in der obigen Tabelle der Werkzeugtypen nachsehen.
Natürlich müssen wir in der Praxis auch andere Faktoren berücksichtigen, wie z. B. die Bearbeitungsbedingungen, die Anforderungen an die Bearbeitung und vor allem die wirtschaftliche Effizienz.
1. Bearbeitungsbedingungen
Zunächst müssen Sie die Leistung der Werkzeugmaschine beurteilen. Die Spindeldrehzahl und die Leistung der Maschine wirken sich auch auf die Wahl des Werkzeugs aus. Hochleistungsmaschinen können zum Beispiel Hochgeschwindigkeitswerkzeuge wie Hartmetall- oder CBN-Fräser verarbeiten. Größere Werkzeuge benötigen mehr Leistung, während bei kleineren Werkzeugen die maximale Spindeldrehzahl der Maschine auf die minimale Schnittgeschwindigkeit des Werkzeugs abgestimmt werden muss. Vergewissern Sie sich auch, dass die Spindel und das Spannsystem der Maschine mit der Größe und dem Design des Werkzeugs kompatibel sind.
2. Anforderungen an die Verarbeitung
2.1 Anforderungen an das Werkstückmaterial
Unterschiedliche Werkstückmaterialien bestimmen das Material und die Beschichtung des Fräsers. Für die Bearbeitung weicher Werkstoffe wie Aluminiumlegierungen und Nichteisenmetalle sind Werkzeuge aus Vollhartmetall gut geeignet. Wenn Ihr Budget es zulässt, können Sie sich für PKD-Werkzeuge entscheiden, die eine längere Standzeit haben. Für härtere Materialien wie Edelstahl und Titan sind CBN-Werkzeuge, die eine höhere Verschleißfestigkeit aufweisen, eine gute Wahl. Beschichtete Hartmetallwerkzeuge können ebenfalls die Standzeit verlängern und die Hitzebeständigkeit verbessern. Und wenn Sie Verbundwerkstoffe wie Glasfaser bearbeiten, sind PKD-Werkzeuge die beste Wahl, um die besten Ergebnisse zu erzielen.
2.2 Anforderungen an die Oberflächenbeschaffenheit:
Verschiedene Projekte erfordern unterschiedliche Oberflächengüten und Präzision. Für die Schruppbearbeitung sollten Sie Werkzeuge mit einer größeren Größe wählen, um den Materialabtrag zu verbessern. Für die Endbearbeitung benötigen Sie Fräser mit mehr Zähnen und feineren Details, um eine glattere Oberfläche zu erzielen.
3. Werkzeug-Parameter
3.1 Aufbau des Fräsers
Die Struktur des Fräsers bestimmt sein ideales Bearbeitungsszenario. Massivwerkzeuge eignen sich hervorragend zum Schlichten, während Wendeplattenwerkzeuge eher zum Schruppen geeignet sind. Was das Längen-Durchmesser-Verhältnis (L/D) des Werkzeugs betrifft, so sind Werkzeuge mit einem niedrigen L/D-Verhältnis von weniger als ⅓ besser für Bearbeitungen mit hoher Steifigkeit geeignet. Sie sind jedoch nicht ideal für die Bearbeitung von tiefen Kavitäten, da die Werkzeuglänge begrenzt ist. Für die komplexe Bearbeitung von tiefen Kavitäten oder Konturen benötigen Sie Werkzeuge mit einem L/D-Verhältnis größer als ⅓. Beachten Sie jedoch, dass diese längeren Werkzeuge eine geringere Steifigkeit aufweisen und zu Vibrationen neigen. Um dies zu reduzieren, können Sie schwingungsdämpfende Werkzeughalter verwenden, die Spindeldrehzahl (n) und den Vorschub (f) verringern oder die radiale Schnitttiefe (ap ≤ 0,3D) reduzieren, um die Schnittkräfte zu verringern.
3.2 Beschichtung von Fräswerkzeugen
Die Beschichtung eines Fräsers kann seine Verschleißfestigkeit, Hitzebeständigkeit und Oxidationsbeständigkeit erheblich verbessern. SUNDI bietet eine Vielzahl verschiedener Beschichtungsarten an. Für die Bearbeitung von Nichteisenmetallen und Verbundwerkstoffen können Sie farbige DLC-Beschichtungen (Diamond-like Carbon) verwenden. Für weitere Informationen klicken Sie bitte auf den Link „50 Werkzeugbeschichtungen für verschiedene Materialien“.
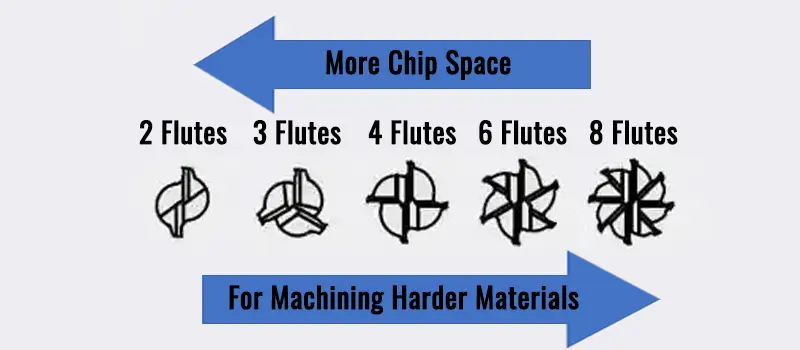
3.3 Anzahl der Schneidezähne
Die Anzahl der Zähne eines Fräsers steht in direktem Zusammenhang mit seiner Zerspanungsleistung. Weniger Zähne ermöglichen eine größere Spanabnahme und eignen sich daher perfekt zum Schruppen, vor allem wenn Sie mit weicheren Materialien arbeiten. Im Gegensatz dazu eignen sich Fräser mit 4 oder mehr Zähnen besser zum Schlichten und sind besonders effektiv bei der Bearbeitung härterer Materialien wie Stahl oder Gusseisen.
3.4 Werkzeuggeometrie
Spanwinkel, Schneidenneigungswinkel und Freiflächenwinkel sollten auf das Werkzeugmaterial, das Werkstückmaterial und die Bearbeitungsbedingungen abgestimmt werden. Ein größerer Spanwinkel eignet sich für weichere Materialien wie Aluminium, während bei härteren Materialien wie Stahl ein kleinerer Spanwinkel die Schnittstabilität verbessert.
3.5 Wirtschaftliche Effizienz
Die Wahl des richtigen Werkzeugs erfordert eine sorgfältige Abwägung von Kosten, Lebensdauer und Werkzeugwechselzeit. Bei kleineren Projekten kann die Verwendung einiger kostengünstiger Alternativmarken eine bessere Kosteneffizienz bieten. Andererseits kann es unter bestimmten Produktionsbedingungen teurer sein, sich für Werkzeuge mit längerer Lebensdauer zu entscheiden, wie etwa PKD-Werkzeuge für die Aluminiumbearbeitung. Die längere Lebensdauer der Werkzeuge verringert jedoch die Ausfallzeiten und die Kosten für den Austausch, was letztlich zu einer besseren langfristigen Kosteneffizienz führt, vor allem bei hohen Stückzahlen oder in der Präzisionsbearbeitung.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass Fräser zu den am häufigsten verwendeten Werkzeugen in der Zerspanung gehören, und ihre Vielfalt an Typen und Materialien macht sie in vielen Branchen vielseitig einsetzbar. Wenn Sie noch unsicher sind, welcher Fräser der richtige für Sie ist, können Sie sich gerne an unser SUNDI Team wenden. Mit jahrzehntelanger Erfahrung helfen Ihnen unsere Vertriebsingenieure bei der Auswahl des perfekten Werkzeugs für Ihr Projekt und stellen sicher, dass Sie qualitativ hochwertige Ergebnisse erzielen.
Haben Sie Fragen? Kontaktieren Sie uns jetzt für ein Angebot!
 Zum Inhalt wechseln
Zum Inhalt wechseln