 Ir al contenido
Ir al contenido Fundamentos de las herramientas de corte de metal duro Resumen
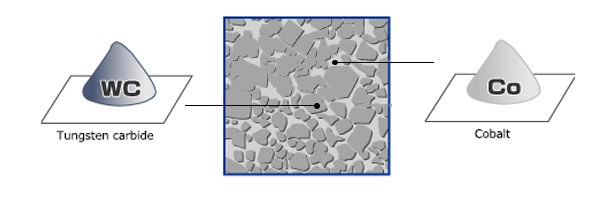
El carburo cementado es la clase más utilizada de materiales para herramientas de mecanizado de alta velocidad (HSM), producidos mediante procesos pulvimetalúrgicos, que consisten en partículas de carburo duro (normalmente carburo de wolframio, WC) y un aglutinante metálico más blando. En la actualidad, existen cientos de composiciones diferentes de carburos cementados a base de WC, la mayoría de las cuales utilizan cobalto (Co) como aglutinante, con níquel (Ni) y cromo (Cr) también se utilizan habitualmente como elementos aglutinantes, y también pueden añadirse otros elementos de aleación. ¿Por qué existen tantas calidades de carburo cementado? ¿Cómo eligen los fabricantes de herramientas el material adecuado para un proceso de mecanizado específico? Para responder a estas preguntas, entendamos primero las diversas características que hacen de los carburos cementados un material de herramienta ideal.

Dureza y tenacidad
WC-Co cementado carburos tienen ventajas únicas al combinar dureza y tenacidad. El carburo de wolframio (WC) posee una dureza muy elevada (superior a la de la alúmina o el óxido de aluminio) y su dureza no disminuye significativamente al aumentar la temperatura de trabajo. Sin embargo, carece de la tenacidad suficiente, que es esencial para las herramientas de corte. Para aprovechar la gran dureza del carburo de wolframio y mejorar su tenacidad, se utilizan aglutinantes metálicos para unir el carburo de wolframio, lo que hace que este material sea mucho más duro que el acero rápido y, al mismo tiempo, pueda soportar las fuerzas de corte en la mayoría de los procesos de mecanizado. Además, puede soportar las altas temperaturas producidas por el mecanizado de alta velocidad.
Hoy en día, casi todas las herramientas y cuchillas de WC-Co están recubiertas, por lo que el papel del material base parece menos importante. Sin embargo, en realidad, es el alto módulo elástico del material WC-Co (una medida de la rigidez, unas tres veces la del acero rápido a temperatura ambiente) lo que proporciona un sustrato indeformable para el recubrimiento. La base de WC-Co también aporta la tenacidad necesaria. Estas propiedades son fundamentales para los materiales de WC-Co, pero también pueden personalizarse ajustando la composición del material y la microestructura durante la producción del polvo de carburo cementado. Por lo tanto, el rendimiento de la herramienta y su idoneidad para un mecanizado específico dependen en gran medida del proceso inicial de fabricación del polvo.
Proceso de fabricación del polvo
l polvo de carburo de wolframio se obtiene carburizando el polvo de wolframio (W). Las características del polvo de carburo de wolframio (especialmente su tamaño de partícula) dependen principalmente del tamaño de partícula del polvo de wolframio bruto y de la temperatura y duración de la carburación. El control químico también es crucial, ya que el contenido de carbono debe ser constante (cercano a la proporción teórica de 6,13% en peso). Para controlar la granularidad del polvo en los procesos posteriores, pueden añadirse pequeñas cantidades de vanadio y/o cromo antes de la carburación. Las diferentes condiciones de los procesos posteriores y las diferentes aplicaciones finales requieren combinaciones específicas de granularidad del carburo de wolframio, contenido de carbono, contenido de vanadio y contenido de cromo. Variando estas combinaciones, se pueden producir diversos polvos de carburo de wolframio. Por ejemplo, el productor de polvo de carburo de tungsteno ATI Alldyne produce 23 grados estándar de polvo de carburo de tungsteno, y la variedad de polvos de carburo de tungsteno a medida puede ser más de cinco veces superior al número de grados estándar.
En la producción de un determinado grado de polvo de carburo cementado mediante la mezcla de polvo de carburo de wolframio con un aglutinante metálico, pueden utilizarse diversas combinaciones. El contenido de cobalto más común oscila entre 3% y 25% (en peso), y se añaden níquel y cromo cuando se necesita mejorar la resistencia a la corrosión de la herramienta. Además, el aglutinante metálico puede modificarse aún más añadiendo otros elementos de aleación. Por ejemplo, la adición de rutenio en carburos cementados WC-Co puede mejorar significativamente su tenacidad sin reducir su dureza. Aumentar el contenido de aglutinante también puede mejorar la tenacidad de los carburos cementados, pero a expensas de reducir su dureza.
La reducción del tamaño de las partículas de carburo de wolframio puede aumentar la dureza del material, pero durante el proceso de sinterización debe mantenerse el tamaño de las partículas de carburo de wolframio. Durante la sinterización, las partículas de carburo de wolframio se unen y crecen mediante un proceso de disolución-reprecipitación. En la sinterización real, para formar un material completamente denso, el aglutinante metálico se vuelve líquido (lo que se conoce como sinterización en fase líquida). La adición de otros carburos metálicos de transición, como el carburo de vanadio (VC), el carburo de cromo (Cr3C2), el carburo de titanio (TiC), el carburo de tántalo (TaC) y el carburo de niobio (NbC), puede controlar la velocidad de crecimiento de las partículas de carburo de wolframio. Estos carburos metálicos se añaden normalmente durante la mezcla y molienda del polvo de carburo de tungsteno con el aglutinante metálico, aunque el carburo de vanadio y el carburo de cromo también pueden formarse durante la carburación del polvo de carburo de tungsteno.
Los materiales residuales de carburo cementado reciclados también pueden utilizarse para producir polvos de carburo de tungsteno graduado. El reciclaje y la reutilización de residuos de carburo cementado tienen una larga historia en la industria del carburo cementado, siendo una parte esencial de toda la cadena económica de la industria. Ayuda a reducir los costes de material, a conservar los recursos naturales y a evitar la necesidad de eliminar los materiales de desecho de forma inocua. Los residuos de carburos cementados se procesan generalmente mediante el proceso del paratungstato de amonio (APT), el proceso de recuperación del zinc o reutilizándolos tras su trituración. Estos polvos de carburo de tungsteno "regenerados" suelen tener una densidad mejor y más predecible porque su superficie es menor que la de los polvos de carburo de tungsteno producidos directamente mediante el proceso de carburización del tungsteno.
Las condiciones de procesamiento para mezclar y moler el polvo de carburo de wolframio con aglutinantes metálicos también son parámetros críticos del proceso. Las dos técnicas de molienda más comunes son la molienda por bolas y la molienda ultrafina. Ambos procesos pueden mezclar uniformemente el polvo molido y reducir el tamaño de las partículas. Para garantizar que las piezas prensadas posteriormente tengan la resistencia suficiente para mantener su forma y permitir a los operarios o brazos robóticos recoger las piezas, se suele añadir un aglutinante orgánico durante la molienda. La composición química de este aglutinante puede afectar a la densidad y resistencia de las piezas prensadas. Para facilitar la manipulación, lo mejor es añadir un aglutinante de alta resistencia, pero esto puede dar lugar a una menor densidad de prensado y puede producir grumos duros, causando defectos en el producto final.
Tras la molienda, el polvo suele secado por pulverización, lo que produce grumos que fluyen libremente y se mantienen unidos por el aglutinante orgánico. Ajustando la composición del aglutinante orgánico, estos grumos pueden ser y la densidad de empaquetamiento. Tamizando partículas más gruesas o más finas, la distribución granulométrica de los grumos puede para garantizar una buena fluidez cuando se cargan en la cavidad del molde.
Fabricación de piezas
Las piezas de trabajo de carburo de tungsteno cementado pueden formarse utilizando múltiples métodos de proceso. Dependiendo del tamaño, la complejidad de la forma y el volumen de producción de las piezas de trabajo, la mayoría de las cuchillas de corte se forman utilizando prensado de molde rígido de prensado superior e inferior. Durante cada prensado, para mantener la consistencia en el peso y el tamaño de las piezas, la cantidad de polvo que fluye en la cavidad del molde (en términos de masa y volumen) debe ser exactamente la misma. La fluidez del polvo está controlada principalmente por la distribución del tamaño de los grumos y las propiedades del aglutinante orgánico. Aplicando una presión de conformado de 10-80 ksi (miles de libras por pulgada cuadrada) al polvo cargado en la cavidad del molde, puede formarse una pieza prensada (o "en blanco").
Incluso bajo presiones de conformado extremadamente altas, las partículas duras de carburo de wolframio no se deforman ni se rompen, sino que el aglutinante orgánico se introduce a presión en los huecos entre las partículas de carburo de wolframio, fijando así la posición de las partículas. Cuanto mayor sea la presión, más estrecha será la unión de las partículas de carburo de tungsteno y mayor será la densidad de prensado de la pieza. Las características de prensado de los polvos de carburo cementado graduado pueden variar en función del contenido del aglutinante metálico, el tamaño y la forma de las partículas de carburo de wolframio, el grado de aglutinación y la composición y cantidad del aglutinante orgánico añadido. Para proporcionar información cuantitativa sobre las características de prensado de los polvos de carburo cementado graduados, suele ser responsabilidad del fabricante del polvo diseñar y construir la relación entre la densidad de prensado y la presión de conformado. Esta información garantiza que el polvo suministrado sea compatible con el proceso de prensado del fabricante de herramientas.
Las piezas de carburo cementado de gran tamaño o con una elevada relación de aspecto (como los vástagos de fresas y
taladros) se fabrican normalmente utilizando polvos de carburo cementado graduados prensados en una bolsa flexible. Aunque el ciclo de producción del método de prensado equilibrado es más largo que el del método de prensado en molde, el coste de fabricación
de la herramienta es menor, lo que hace que este método sea más adecuado para la producción de lotes pequeños.
Este proceso consiste en introducir el polvo en una bolsa, sellarla y colocarla en una cámara donde un dispositivo hidráulico aplica una presión de 30-60 ksi. un dispositivo hidráulico aplica una presión de 30-60 ksi. Las piezas prensadas suelen tener que mecanizarse para darles formas geométricas específicas antes de la sinterización. El tamaño de la bolsa se aumenta para acomodar la contracción de la pieza de trabajo durante el proceso de prensado y para dejar margen suficiente para las operaciones de rectificado. operaciones de rectificado. Dado que las piezas deben mecanizarse después del prensado, los requisitos de consistencia de la carga no son tan estrictos. los requisitos de consistencia de la carga no son tan estrictos como los del prensado de moldes. de prensado de moldes, pero sigue siendo deseable garantizar que cada vez se en la bolsa cada vez. Si la densidad de empaquetado del polvo es demasiado baja, Si la densidad de empaquetado del polvo es demasiado baja, puede que no se cargue suficiente polvo en la bolsa, lo que que la pieza de trabajo sea demasiado pequeña y, por tanto, desechada. Si la densidad de empaquetado demasiado alta, es posible que se cargue demasiado polvo en la bolsa, lo que polvo durante el mecanizado después de prensar la pieza. Aunque Aunque el exceso de polvo retirado y las piezas desechadas pueden reciclarse, hacerlo reduce la eficacia de la producción.
Las piezas de trabajo de carburo de tungsteno cementado también pueden formarse utilizando moldes de extrusión o moldes de inyección. El proceso de moldeo por extrusión es más adecuado para la producción en masa de piezas de trabajo axialmente simétricas, mientras que el proceso de moldeo por inyección se utiliza normalmente para la producción en masa de piezas de trabajo de forma compleja. En ambos procesos de moldeo, el polvo de carburo cementado graduado se suspende en un aglutinante orgánico, dando a la mezcla de carburo cementado una consistencia uniforme similar a la pasta de dientes. A continuación, la mezcla se extruye a través de un orificio para darle forma o se inyecta en la cavidad de un molde para darle forma. Las características del polvo de carburo cementado graduado determinan la proporción óptima de polvo y aglutinante en la mezcla y tienen un impacto significativo en la fluidez de la mezcla a través del orificio de extrusión o en la cavidad del molde.
Después de conformar las piezas mediante prensado en molde, prensado equilibrado, moldeo por extrusión o moldeo por inyección, hay que eliminar el aglutinante orgánico de las piezas antes de la etapa final de sinterización. La sinterización elimina los poros de la pieza, haciéndola completamente (o casi completamente) densa. Durante la sinterización, el aglutinante metálico de la pieza prensada se vuelve líquido, pero la pieza sigue conservando su forma debido a la acción combinada de las fuerzas capilares y el contacto de las partículas.
Tras la sinterización, la forma geométrica de la pieza permanece inalterada, pero su tamaño se reduce. Para conseguir el tamaño tamaño de la pieza de trabajo tras la sinterización, es necesario tener en cuenta su tasa de contracción al diseñar la herramienta. Al diseñar el polvo de carburo cementado graduado utilizado para fabricar cada herramienta, hay que asegurarse de que tenga la tasa de contracción correcta bajo una presión adecuada.
En casi todos los casos, es necesario un tratamiento posterior a la sinterización de la pieza. El tratamiento más básico para las herramientas de corte es el rectificado de los filos. Muchas herramientas también necesitan ser rectificadas para ajustar su forma geométrica y tamaño después de la sinterización. Algunas herramientas requieren el rectificado de las superficies superior e inferior; otras requieren el rectificado periférico (con o sin rectificado de los filos de corte). Todas las virutas de carburo cementado producidas por el rectificado pueden reciclarse.
Recubrimiento de piezas
En muchos casos, es necesario revestir la pieza acabada. Los recubrimientos pueden proporcionar lubricación y aumentar la dureza, así como proporcionar una barrera de difusión para evitar la oxidación cuando el sustrato se expone a altas temperaturas. El sustrato de carburo cementado es crucial para el rendimiento del recubrimiento. Además de personalizar las propiedades principales del polvo del sustrato, también se pueden personalizar las propiedades superficiales del sustrato mediante la selección química y cambios en el método de sinterización. Mediante la migración del cobalto, la capa más externa de la superficie de la cuchilla puede enriquecerse con más cobalto que el resto de la pieza, lo que proporciona a la capa superficial del sustrato una mayor tenacidad y resistencia a la deformación.
Los fabricantes de herramientas, basándose en sus propios procesos de fabricación (como los métodos de desparafinado, las velocidades de calentamiento, los tiempos de sinterización, las temperaturas y los voltajes de carburación), pueden tener requisitos especiales para los polvos de carburo cementado graduado que utilizan. Algunos fabricantes de herramientas pueden sinterizar las piezas de trabajo en un horno de vacío, mientras que otros pueden utilizar hornos de sinterización de prensado isostático en caliente (HIP) (que sólo aplican presión a la pieza de trabajo cerca del final del ciclo de proceso para eliminar cualquier poro residual). Las piezas sinterizadas en un horno de vacío también pueden requerir un prensado isostático en caliente adicional para aumentar la densidad de la pieza. Algunos fabricantes de herramientas pueden utilizar temperaturas de sinterización en vacío más elevadas para mejorar la densidad de sinterización de las mezclas con menor contenido de cobalto, pero este método puede hacer que la microestructura se vuelva más gruesa. Para mantener un tamaño de grano fino, puede seleccionarse polvo con partículas de carburo de wolframio de menor tamaño. Las condiciones de desparafinado y los voltajes de cementación también tienen diferentes requisitos para el contenido de carbono en los polvos de carburo cementado para adaptarse a equipos de producción específicos.
Todos estos factores tienen un impacto crucial en la microestructura y el rendimiento del material de las herramientas de carburo cementado sinterizado, por lo que es necesaria una estrecha comunicación entre los fabricantes de herramientas y los proveedores de polvo para garantizar que los polvos de carburo cementado de grado se personalizan de acuerdo con el proceso de producción del fabricante de la herramienta. Por lo tanto, no es sorprendente que existan cientos de grados diferentes de polvos de carburo cementado. Por ejemplo, ATI Alldyne produce más de 600 grados diferentes de polvo, cada uno diseñado específicamente para usuarios y aplicaciones concretas.
Clasificación por grados
La combinación de diferentes tipos de polvo de carburo de wolframio, componentes de la mezcla y contenido de aglutinante metálico, así como el tipo y la cantidad de inhibidores del crecimiento de grano, da lugar a una amplia variedad de calidades de carburo cementado. Estos parámetros determinan la microestructura del carburo cementado y sus propiedades. Algunas combinaciones específicas de propiedades se han convertido en la opción preferida para determinadas aplicaciones de mecanizado, por lo que resulta significativo clasificar los distintos grados de carburos cementados.
Los dos sistemas de clasificación más utilizados para aplicaciones de mecanizado son el sistema de grados C y el sistema de grados ISO. Aunque ninguno de los dos sistemas refleja plenamente las propiedades de los materiales que influyen en la elección de los grados de carburo cementado, proporcionan un punto de partida para el debate. Para cada método de clasificación, muchos fabricantes tienen sus propios grados especiales, lo que resulta en una amplia variedad de diferentes grados de carburo cementado.
Las calidades de carburo cementado también pueden clasificarse por su composición. Las calidades de carburo de wolframio (WC) pueden dividirse en tres tipos básicos: puro, microcristalino y aleado. Las calidades puras se componen principalmente de carburo de wolframio y aglutinante de cobalto, pero también pueden contener pequeñas cantidades de inhibidores del crecimiento del grano. Las calidades microcristalinas consisten en carburo de wolframio y un aglutinante de cobalto añadido con unas milésimas de carburo de vanadio (VC) y/o carburo de cromo (Cr3C2), con un tamaño de grano inferior a 1μm. Los grados de aleación consisten en carburo de wolframio y un aglutinante de cobalto que contiene un pequeño porcentaje de carburo de titanio (TiC), carburo de tántalo (TaC) y carburo de niobio (NbC), también conocidos como carburos cúbicos porque su microestructura sinterizada presenta una estructura trifásica irregular.
- Calidades de carburo cementado puro
Estas calidades se utilizan normalmente para el corte de metales y suelen contener de 3% a 12% de cobalto (en peso). El tamaño de los granos de carburo de tungsteno suele oscilar entre 1 y 8μm. Al igual que otras calidades, la reducción del tamaño de los granos de carburo de wolframio puede aumentar su dureza y su resistencia a la rotura transversal (TRS), pero reduce su tenacidad. La dureza de los grados puros suele oscilar entre HRA89 y 93,5; la resistencia a la rotura transversal suele oscilar entre 175 y 350ksi. Estas calidades pueden contener una gran cantidad de material reciclado.
Los grados puros del sistema de grados C pueden clasificarse como C1 a C4, y en el sistema de grados ISO, pueden clasificarse en las series de grados K, N, S y H. Los grados con propiedades intermedias pueden clasificarse como grados de uso general (como C2 o K20), adecuados para girando, operaciones de fresado, cepillado y mandrinado; las calidades con tamaños de grano más pequeños o menor contenido de cobalto y mayor dureza pueden clasificarse como calidades de acabado (como C4 o K01); las calidades con tamaños de grano más grandes o mayor contenido de cobalto y mejor tenacidad pueden clasificarse como calidades de desbaste (como C1 o K30).
Las herramientas fabricadas con calidades puras pueden utilizarse para cortar hierro fundido, series 200 y 300. acero inoxidablealuminio y otros metales no ferrosos, aleaciones de alta temperatura y acero templado. Estas calidades también se utilizan en aplicaciones de corte no metálicas (como herramientas de perforación de rocas y geológicas), con tamaños de grano que van de 1,5 a 10μm (o más) y contenidos de cobalto de 6% a 16%. Otra aplicación de corte no metálico para las calidades puras es la fabricación de moldes y punzones, que suelen tener granos de tamaño medio y contenidos de cobalto de 16% a 30%.
- Calidades de carburo cementado microcristalino
Estas calidades suelen contener entre 6% y 15% de cobalto. Durante la sinterización en fase líquida, la adición de carburo de vanadio y/o carburo de cromo controla el crecimiento del grano, lo que da lugar a una estructura de grano fino con un tamaño de grano inferior a 1μm. Estas calidades microcristalinas tienen una dureza muy elevada y una resistencia a la rotura transversal superior a 500 ksi. La combinación de alta resistencia y suficiente tenacidad permite a las herramientas fabricadas con estas calidades utilizar ángulos de desprendimiento positivos mayores, reduciendo las fuerzas de corte y produciendo virutas más finas al cortar en lugar de empujar los materiales metálicos.
Al identificar estrictamente la calidad de diversas materias primas en la producción de polvos de carburo cementado graduado y control estricto de las condiciones del proceso de sinterización, es posible obtener propiedades adecuadas del material y evitar la formación de granos anormalmente granos anormalmente grandes en la microestructura del material. Para mantener tamaños de grano granos pequeños y uniformes, los polvos regenerados reciclados sólo pueden utilizarse sobre las materias primas y los procesos de reciclado, junto con pruebas de calidad exhaustivas. pruebas de calidad.
Los grados microcristalinos pueden clasificarse en la serie de grados M del sistema de grados ISO, y otros métodos de clasificación en el sistema de grados C y en el sistema de grados ISO son los mismos que para los grados puros. puros. Las calidades microcristalinas pueden utilizarse para fabricar herramientas para cortar materiales de piezas de trabajo más blandos, ya que estas herramientas pueden producir superficies muy lisas y mantener aristas de corte extremadamente afiladas. superficies muy lisas y mantener aristas de corte extremadamente afiladas.
Las herramientas de grado microcristalino también pueden utilizarse para procesar superaleaciones con base de níquel, ya que estas herramientas pueden soportar temperaturas de corte de hasta 1200°C. Para procesar aleaciones de alta temperatura y otros materiales especiales, el uso de herramientas de grado microcristalino y herramientas de grado puro que contienen rutenio puede mejorar simultáneamente su resistencia al desgaste, resistencia a la deformación y tenacidad. Los grados microcristalinos también son adecuados para fabricar herramientas de corte rotativo (como brocas) que generan esfuerzos cortantes. Un tipo de broca se fabrica con un grado compuesto de carburo cementado, con diferentes contenidos de cobalto en partes específicas de la misma broca, optimizando la dureza y tenacidad de la broca según las necesidades de procesamiento.
- Calidades de carburo cementado aleado
Estas calidades se utilizan principalmente para cortar piezas de acero, y suelen contener cobalto de 5% a 10%, con un tamaño de grano de 0,8 a 2μm. Al añadir carburo de titanio (TiC) de 4% a 25%, puede reducirse la tendencia del carburo de wolframio (WC) a difundirse a la superficie de las virutas de acero. Añadiendo hasta 25% de carburo de tántalo (TaC) y carburo de niobio (NbC) se puede mejorar la fuerza, la resistencia al desgaste de la media luna y la resistencia al choque térmico de la herramienta. La adición de estos carburos cúbicos también mejora la dureza al rojo de la herramienta, lo que resulta beneficioso en el corte con cargas pesadas u otros mecanizados en los que se generan altas temperaturas en el filo de corte, ayudando a evitar la deformación térmica de la herramienta. Además, el carburo de titanio proporciona sitios de nucleación durante la sinterización, mejorando la distribución uniforme de los carburos cúbicos en la pieza.
Por lo general, los grados de carburo cementado aleado tienen una dureza que oscila entre HRA91 y 94 y una resistencia a la rotura transversal de 150 a 300 ksi. En comparación con los grados puros, los grados de aleación tienen un peor rendimiento frente al desgaste abrasivo y una menor resistencia, pero una mejor resistencia al desgaste adhesivo. Los grados de aleación pueden clasificarse en los grados C5 a C8 del sistema de grados C y en las series de grados P y M del sistema de grados ISO. Los grados con propiedades intermedias pueden clasificarse como grados de uso general (como C6 o P30), adecuados para operaciones de torneado, roscado, cepillado y fresado. Los grados de mayor dureza pueden clasificarse como grados de acabado (como C8 y P01), utilizados para operaciones de torneado y mandrinado de precisión. Estas calidades suelen tener tamaños de grano más pequeños y menor contenido de cobalto para alcanzar la dureza y resistencia al desgaste requeridas. Sin embargo, también se pueden obtener propiedades similares del material añadiendo una mayor cantidad de carburos cúbicos. Las calidades más duras pueden clasificarse como calidades de desbaste (como C5 o P50). Estas calidades suelen tener granos de tamaño medio y un alto contenido de cobalto, con una menor cantidad de carburos cúbicos añadidos, consiguiendo la tenacidad requerida al inhibir la propagación de grietas. En las operaciones de torneado interrumpido, el uso de herramientas con superficies de mayor contenido en cobalto puede mejorar aún más el rendimiento de corte.
Las calidades de aleación con menor contenido de carburo de titanio se utilizan para cortar acero inoxidable y fundición maleable, pero también pueden utilizarse para mecanizar metales no férreos (como las superaleaciones con base de níquel). Estas calidades suelen tener tamaños de grano inferiores a 1μm y contenidos de cobalto de 8% a 12%. Las calidades más duras (como M10) pueden utilizarse para tornear fundición maleable; las calidades más resistentes (como M40) pueden utilizarse para fresar y cepillar piezas de acero, o para tornear acero inoxidable o superaleaciones.
Las calidades de carburo cementado aleado también pueden utilizarse para aplicaciones de corte no metálicas, principalmente para fabricar piezas resistentes al desgaste. Estas calidades suelen tener tamaños de grano de 1,2 a 2μm y contenidos de cobalto de 7% a 10%. Al producir estas calidades, se suele añadir una gran proporción de materiales reciclados, con lo que se consigue una mayor rentabilidad en aplicaciones para piezas resistentes al desgaste. Las piezas resistentes al desgaste requieren una buena resistencia a la corrosión y una gran dureza, lo que puede conseguirse añadiendo níquel y carburo de cromo durante la producción de estas calidades.
conclusión
Para satisfacer la doble exigencia técnica y económica de los fabricantes de herramientas, los polvos de carburo cementado son un elemento clave. El polvo diseñado para los equipos de procesamiento y los parámetros de proceso de los fabricantes de herramientas garantiza el rendimiento de las piezas de trabajo acabadas, lo que ha dado lugar a la aparición de cientos de grados de carburo cementado. La naturaleza reciclable de los materiales de carburo cementado y la posibilidad de cooperar directamente con los proveedores de polvo permiten a los fabricantes de herramientas controlar eficazmente la calidad de sus productos y los costes de material.







