Moulin END
| Fraises carrées |  | Ils sont parfaits pour les opérations telles que le rainurage, le fraisage des bords et le contournage, en particulier lorsqu'il s'agit de réaliser des bords à angle droit et des rainures à fond plat. |
| Fraise à bouts ronds |  | Ils sont idéaux pour la finition de haute précision des surfaces courbes lisses, des profils 3D et des contours complexes. |
| Fraises à bouts ronds | 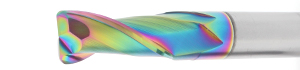 | Parfait pour traiter les bords arrondis, réduire l'écaillage et idéal pour les zones de transition. |
| Fraises d'arrondi |  | Idéal pour l'arrondi et le chanfreinage des bords extérieurs, l'ébavurage et l'amélioration de l'aspect et de la sécurité des bords des pièces. |
| Fraises en bout à découper |  | Utilisé pour l'usinage de contre-dépouilles, de rainures, de porte-à-faux ou de pièces complexes avec des géométries difficiles à atteindre. |
| Micro-fraises en bout |  | Idéal pour le micro-usinage, les composants électroniques, les appareils médicaux et la fabrication de micro-moules. |
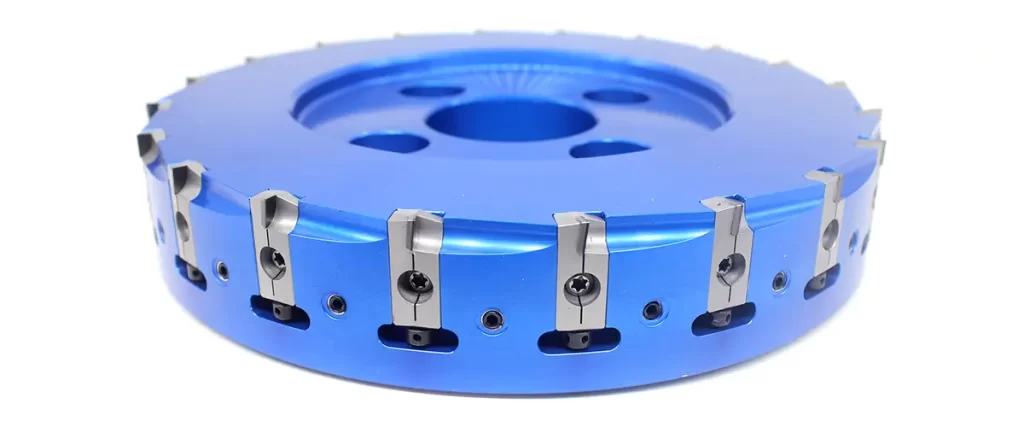
| Moulins à facettes | Fraise à surfacer |  | Parfaite pour le fraisage à plat de grandes surfaces, elle permet à la fois un usinage brut efficace et une finition de surface de haute précision. |
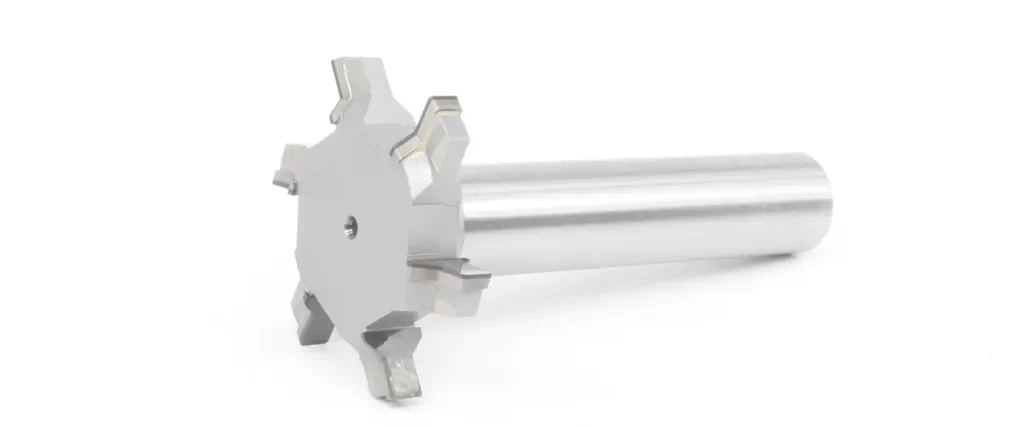
| Couteaux à fente | Couteaux pour rainures en T |  | Idéal pour l'usinage de rainures en T, utilisées pour la fixation d'appareils ou l'installation et le positionnement de mécanismes coulissants. |
Scie à découper
|  | Idéal pour l'usinage de haute précision de fentes profondes et étroites ou pour la séparation de pièces minces. |
| Couteaux spécialisés | Fraise à queue d'aronde |  | Utilisé pour l'usinage de rainures triangulaires en forme de queue d'aronde sur les pièces à usiner. |
| Fraises à fileter |  | Idéal pour l'usinage des filets intérieurs et extérieurs. |
| Fraises concaves et convexes |  | Idéal pour l'usinage de profils incurvés concaves ou convexes sur les pièces, couramment utilisés dans le traitement des moules et des décorations. |
| Fraise cylindrique |  | Principalement utilisé pour le fraisage à plat de grandes surfaces ou l'usinage de profilés de précision. |

.gif)