 Перейти к содержимому
Перейти к содержимому CBN(PCBN) токарные вставки
CBN (PCBN) Обзор
CBN (PCBN) – это материал, жесткость которого занимает второе место после синтетических алмазов. Он производится путем превращения катализатора при высоких температурах и давлении. CBN (PCBN) – это вид неорганического сверхтвердого материала, который отличается высокой твердостью, химической инертностью и термической стабильностью при высоких температурах.
CBN(PCBN) токарные вставки приложение
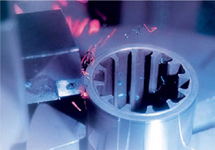
PCBN широко используется для резки, особенно при обработке материалов высокой твердости и труднообрабатываемых материалов. Он идеально подходит для токарной обработки на станках с ЧПУ для получения точных закаленных деталей с высокополированной поверхностью. Вставки для токарной обработки CBN/PCBN применяются в основном для высокоскоростной обработки твердых металлов, таких как закаленная сталь, порошковый металл, суперсплавы и чугун. Эти вставки специально разработаны для авиационной и автомобильной промышленности.
Наши возможности
Наши CBN(PCBN) токарные вставки разработаны для обеспечения более длительного срока службы инструмента, равномерной отделки поверхности и исключительного контроля габаритных размеров. В результате можно снизить стоимость изготовления деталей, что приводит к повышению производительности и экономии затрат в общем процессе производства.

Поведение прочности
Индексируемый CBN(PCBN) токарные вставки
Мы предлагаем разнообразные индексируемые вставки для токарной обработки CBN/PCBN. Вы можете предоставить модель инструмента на основе ISO обозначений, и мы изготовим соответствующие вставки, соответствующие задачам и требованиям материала инструмента. Эти индексируемые вставки широко используются для токарной обработки, растачивания и в составе заменяемой системы инструмента.
Чаевые CBN(PCBN) токарные вставки
Полный край CBN(PCBN) токарные вставки
Полное покрытие/Сплошной CBN(PCBN) токарные вставки
| Work Material | Класс | Cutting Speed(m/min) | Feed(mm/rev) | Depth of Cut(mm) | Recommandation |
|---|---|---|---|---|---|
| Al alloy(4-9%Si) | >55HRC | 80~120 | 0.3~1.5 | 0.08~0.2 | CBN300/500 CBN900 |
| <56HRC | 80~150 | 0.5~2.0 | 0.1~0.25 | CBN300/500 | |
| Gray Cast Iron | 180-230 HB | 500~1500 | 0.1~2.0 | 0.15~0.4 | CBN750,CBN900 |
| Ductile Cast Iron | 200~700 | 0.3~2.0 | 0.1~0.4 | CBN450 | |
| Rolls(Chilled Cast Iron) | >55 HRC | 80~120 | 0.3~2.0 | 0.1~0.3 | CBN900 |
| Powdered Metal | <35 HRC | 100~300 | 0.3~2.0 | 0.1~0.3 | CBN500,CBN900 |
| >35HRC | 50~200 | 0.3~2.0 | 0.1~0.3 | CBN500,CBN900 |
Связаться с командой продаж Sundi Tools
Поведение материала
CBN 300/500
Содержание CBN низкое, отличная термохимическая стойкость к износу
- Высокоскоростная обработка закаленной стали и подшипниковой стали в непрерывном или слабо прерывном режиме
- Высокоскоростная обработка литого чугуна в непрерывном режиме

CBN 450/600
Содержание CBN низкое, обладает отличной термохимической стойкостью и оптимальной прочностью
- Общая классификация для закаленных сталей в непрерывном или слабо прерывном режиме
- Закаленные сплавные стали и инструментальные стали в непрерывном или слабо прерывном режиме
- Литой чугун и серый чугун в режиме прерывистой резки
CBN 750
Минимальное содержание CBN, оптимальная химическая и абразивная стойкость к износу
- Мягкий порошковый металл в непрерывном или слабо прерывном режиме резки
- Литой чугун в непрерывном или слабо прерывном режиме резки

CBN 900/950
Содержание CBN высокое, отличная прочность при разрушении и стойкость к абразивному износу
- Выдающаяся производительность при токарной и фрезерной обработке чугуна
- Твердый порошковый металл в непрерывном режиме до сильного прерывания
- Закаленная сталь и инструментальная сталь в режиме прерывистой резки

Случай пользователя tокарные вставки CBN(PCBN)

Материал обработки: закаленная сталь, 57-62 HRC V (м/мин) = 100, f (м/об) = 0.1, d (мм) = 0.15 мм Один комплект вставок может обработать более 500 деталей, обеспечивая лучший контроль размеров и шероховатости поверхности. Увеличение срока службы в 10 раз по сравнению с вставками из других материалов.

Токарная обработка полуоси HRC55-60 20CrNiMoH V (м/мин) = 170, f = 0.22, D (мм) = 0.1 Увеличение срока службы инструмента на 15% по сравнению с конкурентами при одинаковых рабочих параметрах. Значительное снижение затрат для пользователя.

